How the greenhouse gas CO₂ is turned into valuable raw materials
The membrane separation process enables CO₂ capture with no heat input required, making it exceptionally energy efficient. This modular, scalable technology opens up entirely new perspectives for the cement industry, paving the way for rapid and cost-effective decarbonisation.
Modern membrane separation technologies represent a major milestone on the path to industrial decarbonisation. They enable different substances to be separated using purely physical methods, without the need for heat, energy-intensive cooling, or chemicals. This is achieved using a semi-permeable, reusable membrane designed to allow certain substances to pass through while blocking others.
Because it requires no heat, this cold separation method is gentler on substances mixtures and significantly more energy-efficient than traditional thermal processes such as distillation, evaporation, sublimation, and crystallisation. Membrane separation processes also open up completely new avenues for the cement industry to achieve net-zero.
The cement revolution has already begun in Höver
Holcim is pioneering the field of membrane-based CO₂ capture. Our Höver cement production will house one of the world’s first facilities to test this innovative technology on an industrial scale. To achieve this, we are relying on cutting-edge European technology and working in close partnership with Cool Planet Technologies and the Helmholtz-Zentrum Hereon.
The Federal Ministry for Economic Affairs and Energy (BMWE) has long supported the testing of membrane-based CO₂ capture and has championed the Höver project from the outset. This grant funding provides the foundation to further optimise the technology at scale and prove its viability for deployment across the cement industry.
Membrane-based CO₂ capture has already been trialled on a smaller scale in Höver for some time. Since 2022, various testing phases have consistently delivered outstanding capture rates and purity levels, meaning the membrane process is now ready to be scaled up significantly.
Assembly of the facility’s core components is currently underway, with commissioning set for 2026. This next phase of development is designed to capture up to 10,000 tonnes of CO₂ annually. In the long term, the plant is expected to capture around 90 per cent of its CO₂ emissions converting it into high-purity liquid CO₂.
Because CO₂ is a natural component of the air – and is neither flammable nor explosive – the Höver plant offers low-risk operations. By working alongside experienced specialists and strictly adhering to all safety standards, including comprehensive noise and environmental impact assessments, we can guarantee an operation that meets the highest safety targets and while making a vital contribution to decarbonisation.
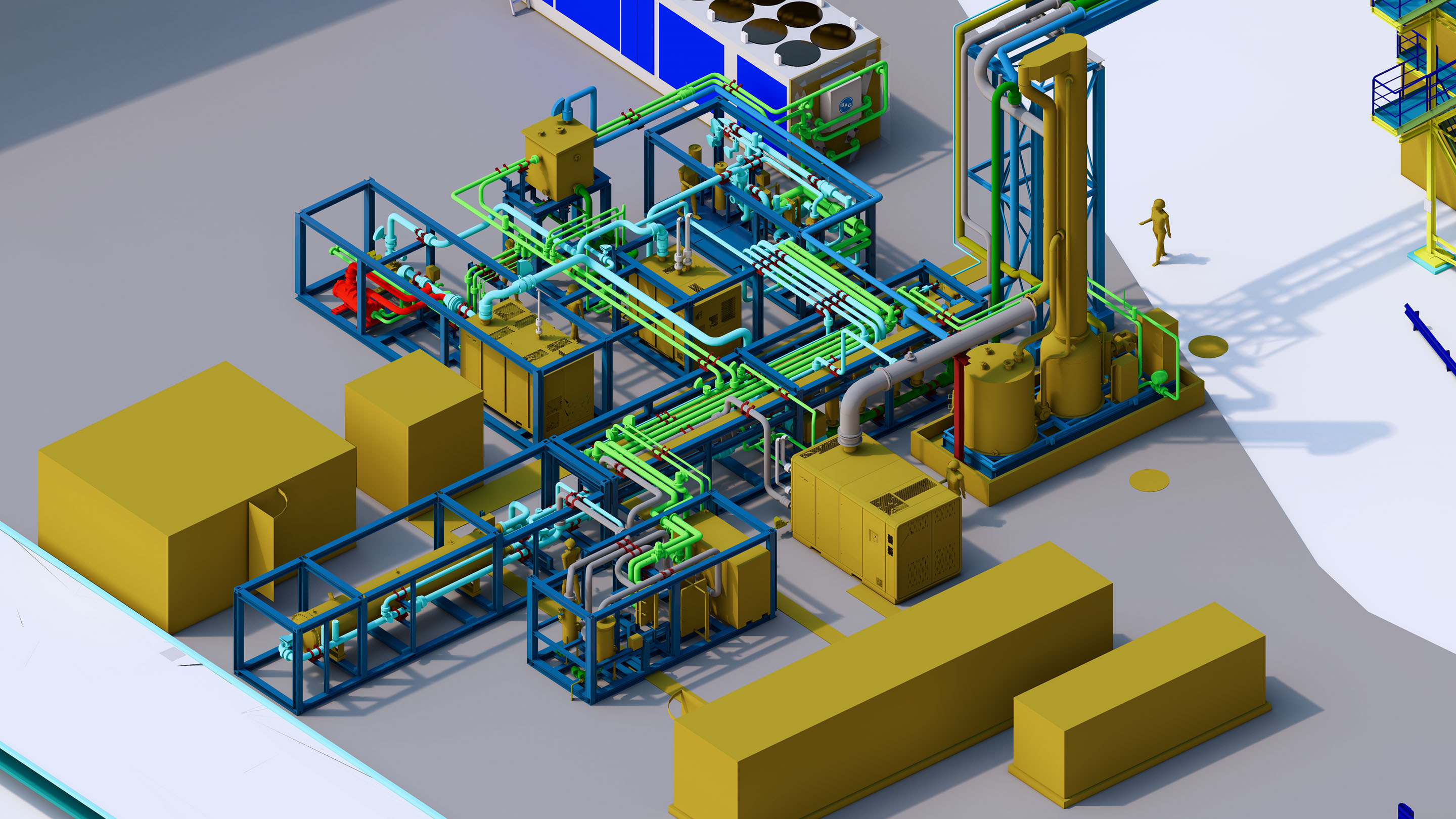
In Höver, Holcim Germany is trialling one of the world’s first facilities to utilise an innovative membrane separation process for CO₂ capture. It is the largest plant of its kind globally.
„The new test facility is the foundation of our future. By driving forward tomorrow’s solutions today, we are securing the long-term viability of the site.”
A pilot plant for the EU project ICO₂NIC
In the long term, Holcim Germany aims to supply other industries with high-purity CO₂ for use as a raw material, thereby closing material loops. Promising trial projects with well-known industrial partners are already under way at the Höver site to achieve this.
Furthermore, Holcim Germany is an industrial partner in the EU-funded ICO₂NIC project. The initiative aims to first convert captured CO₂ into formic acid, before using further biological processes to transform it into valuable raw materials such as microbial oils and proteins. These are primarily used in the cosmetics and pharmaceutical industries. A further pilot plant will be built at the Höver cement works to support thus, trialling how captured CO₂ can be processed further within an industrial environment and harnessed for value chains.